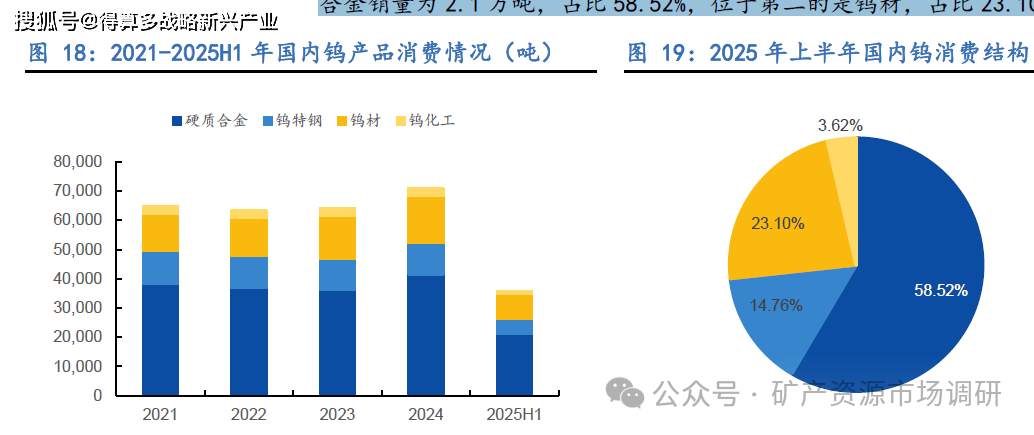
硬質合金占比超國內鎢消費的一半 。 近年來國內鎢消費結構趨于穩定,以硬質合金、鎢材、鎢特鋼、鎢化工為主。其中,硬質合金消費占比均達到最高,占當年鎢消費的一半以上,隨后依次是鎢特鋼、 鎢材、 鎢化工。 2024 年,中國硬質合金銷量為 4.14萬噸,占比 58. 29 %%,位于第二的是 鎢材 ,占比為 22.55 。 2025 年上半年,中國硬質合金銷量為 2.1 萬噸,占比 58.5 2 %%,位于第二的是 鎢 材 ,占比 23.10 。
硬質合金作為鎢下游主力產品,國產化替代需求迫切。硬質合金是由難熔金屬的硬質化合物和粘結金屬通過粉末冶金工藝制成的一種合金材料,具有硬度高、耐磨、強度和韌性較好、耐熱、耐腐蝕等一系列優良性能。硬質合金廣泛用作刀具材料,如車刀、銑刀、刨刀、鉆頭等,用于切削鑄鐵、有色金屬、塑料、化纖、石墨、玻璃、石材和普通鋼材,也可以用來切削耐熱鋼、不銹鋼、高錳鋼、工具鋼等難加工的材料。
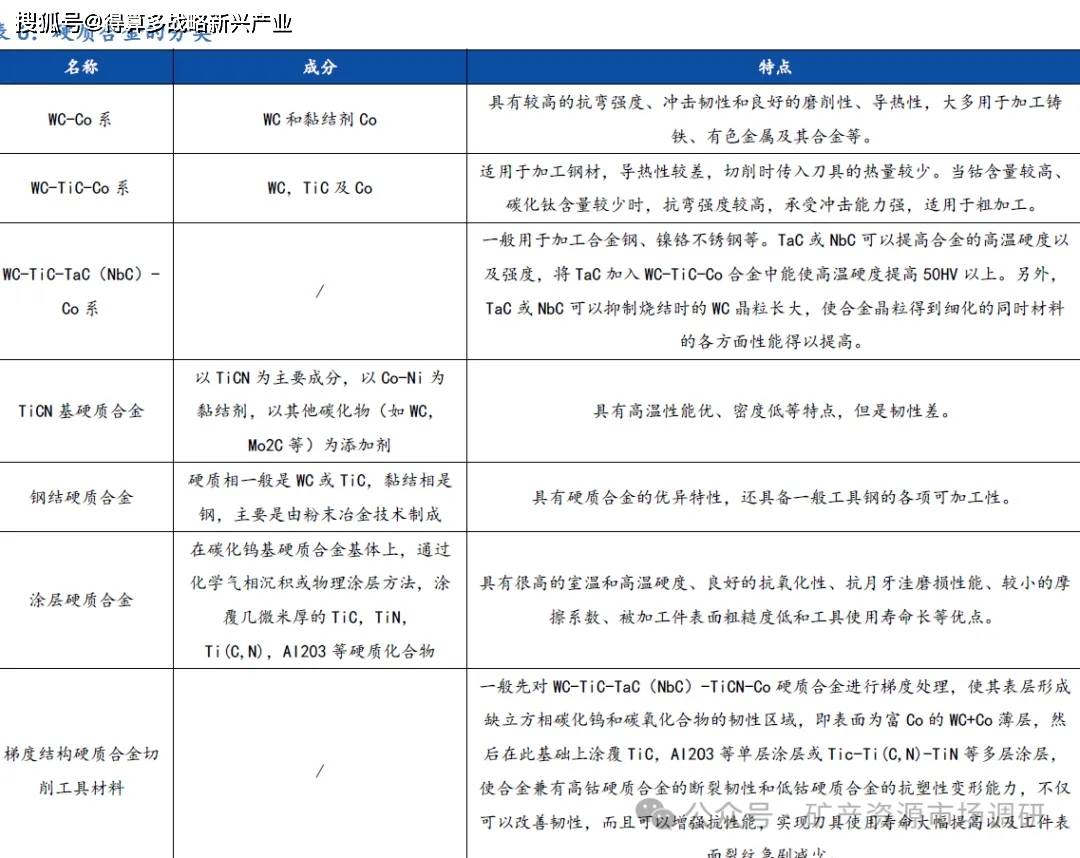
硬質合金按照按成分和結構可劃分為 7 大類體系 WC Co 系 、 WC TiC C o 系、 WC TiCTaC NbC Co 系 、 TiCN 基硬質合金 、 鋼結硬質合金 、 涂層硬質合金 和 梯度結構硬質合金切削工具材料 。
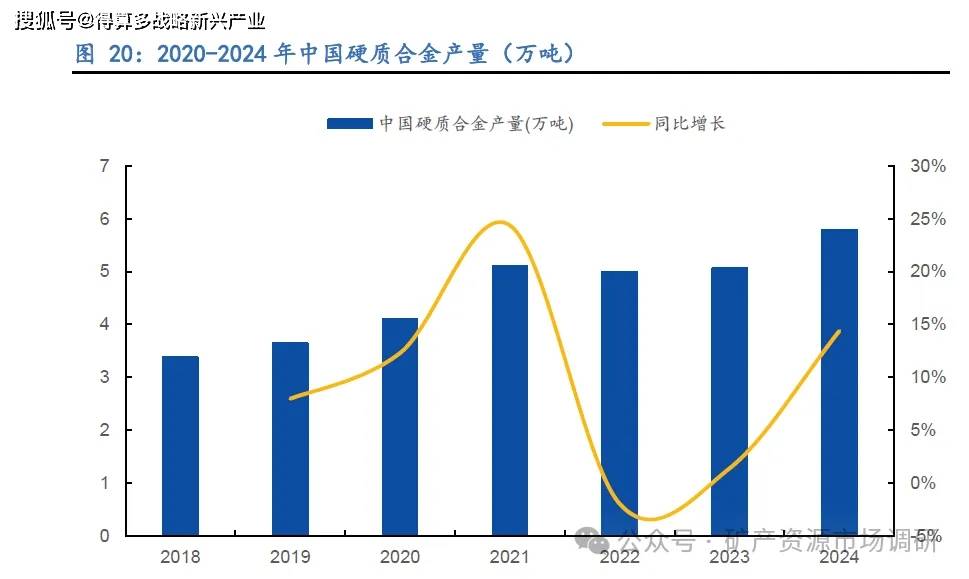
由于市場需求的增長,中國硬質合金產量整體呈平穩上升趨勢。根據中國鎢業協會統計,國內硬質合金的產量從 2018 年的 3.38 萬噸增長至 2024 年的 5.8 萬噸,期間復合增長率 9.4% 2021 2024 年硬質合金產量保持穩定, 2024 年,硬質合金產量同比增長 14.40% 。
刀具材料主要包括硬質合金、工具鋼(碳素工具鋼、合金工具鋼、高速鋼)、陶瓷和超硬材料(人造金剛石 PCD 、立方氮化硼 CBN )。從刀具材料發展歷史來看,硬質合金的出現與發展,替代了很大一部分高速鋼。硬質合金的綜合性能更加優異,使用領域最為廣泛。

歐美等發達國家的硬質合金工業體系成熟,對材料基礎原理和涂層原理的研究成果較多,通過持續不斷的優化硬質合金材質、涂層和刀具結構,提高硬質合金刀具的高效加工性能,使硬質合金刀具能夠最大范圍的應用到各種領域。 預計到 2032 年, 全球硬質合金刀具市場規模將從 2024 年的 115.4 億美元增長至 184.1 億美元 年均增長率在 6.0% 至 7.1% 之間。 據中國機床工具工業協會預測,我國刀具市場規模有望在2030 年達到 631 億元, 2020 2030 年復合增長率達 4.14% 。
硬質合金刀具是參與數字化制造的主導刀具隨著我國制造業 持續升級,硬質合金刀具的產值占比逐步提高。 近幾年我國切削刀具的產值結構發生著持續的變化,綜合性能更優越的硬質合金刀具產值占比不斷在提高。根據《第 五 屆切削刀具用戶調查數據分析報告》統計顯示,我國硬質合金刀具占主導地位 占比約為 6 3 。
作為數控金屬切削機床的易耗部件,無論是存量機床的配備需要,還是每年新增機床的增量需求,都將帶動數控刀具的消費需求。 2020 2024 年數控金屬切削機床市場規模的復合增長率為 7.32% 2024 年數控金屬切削機床市場規模為 4325 億元,同比增長 5.75% 。預計數控機床的規模還會進一步增加。
2021-2024 年,切削刀具的進口占比持續下降,切削刀具逐步擺脫進口依賴。 2023 年切削刀具進口額 12.7 億美元,出口額 36.6 億美元,進出口比例為 34.7% 2024 年切削刀具進口額 12.3 億美元,出口額 39.8 億美元,進出口比例為 30.9% 。
石油工業是支撐現代能源體系的核心行業之一,其勘探與開采過程面臨極端環境的嚴峻考驗。在石油鉆井作業中,設備需頻繁接觸堅硬巖層、腐蝕性流體以及高溫高壓環境,傳 統金屬部件往往因快速磨損而失效,導致維護成本激增、作業效率下降。為解決這一難題,硬質合金耐磨件(以碳化鎢為主要成分)憑借其 工業牙齒 般的性能脫穎而出。這類材料不僅具備超高硬度和耐磨性,還能在惡劣條件下保持穩定性,成為石油設備升級的關鍵突破口。
石油鉆井的核心任務是穿透復雜地層,包括砂巖、頁巖甚至花崗巖等堅硬巖層。在此過程中,鉆頭與巖石的摩擦會產生大量熱量,同時地層中的石英砂、金屬碎屑等磨蝕性顆粒會加速設備表面磨損。設備磨損的直接后果是維護成本上升和停機時間增加,據 API 標準測算,傳統 PDC 鉆頭在石英含量 40% 的地層中平均進尺約 380 520 米,而單次更換作業耗時8 12 小時,嚴重影響開采進度。此外,部件失效還可能引發井噴、漏油等安全事故,進一步放大經濟損失。石油鉆井的作業深度可達數千米,井下溫度可能超過200°C ,壓力則高達 100 兆帕以上。常規鋼材在此環境下易發生熱膨脹變形或氧化脆化。閥門密封件會在高溫下軟化失效,從而引發鉆井液泄漏事故,會造成巨大的經濟損失。此外,頻繁的冷熱循環(如北極地區作業)還會導致材料疲勞開裂,威脅設備安全。
硬質合金是以碳化鎢(WC )為基體、鈷 Co )為黏結相的復合材料,其性能 優勢源于獨特的微觀結構。 針對硬度的問題,碳化鎢的維氏硬度高達 1600 2400HV ,僅次于金剛石,能夠有效抵御巖石切削和磨粒磨損。針對熱量的問題,碳化鎢的熔點高達2870°C ,且在高溫下仍能保持高強度。鈷黏結相提供的延展性則賦予材料優異的抗沖擊能力。針對環境的問題,硬質合金對酸性介質( pH2 12 )和鹽霧環境具有極強抵抗力。
硬質合金軸承在石油工業中廣泛應用于極端工況設備,其碳化鎢鈷復合結構兼具高硬度和抗沖擊性。 主要應用于旋轉導向系統、泥漿泵柱塞及井下馬達等關鍵部位,可在含磨礪性顆粒的鉆井液中承受 200 以上高溫與 100MPa 級壓力,使用壽命較傳統鋼質軸承提升 3 5 倍。通過梯度結構設計平衡表面耐磨性與芯部韌性,顯著降低井下工具非計劃起鉆頻率,保障超深井作業安全性與經濟性。
硬質合金軸套在石油工業中廣泛用于井下鉆具、泥漿泵和閥門等高磨損部件,以碳化鎢或碳化鉻為基體,通過熱等靜壓工藝強化致密度。 其優異耐磨性和耐腐蝕性可抵御含砂、鹽水的鉆井液沖刷,耐受 150 300 高溫及酸性介質環境。表面梯度合金化設計在提升抗咬合能力的同時,保持芯部韌性,使軸套在定向鉆井工具中壽命延長2 4 倍,降低卡鉆風險并減少停機維護,支撐 深井復雜工況下的連續作業。
鎢絲是用粉末冶金和塑性加工方法(如拉絲模拉制、電解拋光等工藝)制成純金屬鎢或摻雜的鎢細絲材。鎢絲分為普通鎢絲和不下垂鎢絲。鎢絲金剛線是以純金屬鎢絲或摻雜抗下垂鎢絲為母線基體加工制作而成的切割金剛線,其因具有高硬度、高強度和良好耐高溫、耐腐蝕等優異的理化性能,而廣泛應用于線材切割行業,在很大程度上彌補和改進了現有碳鋼絲金剛線。
金剛線最早由日本廠商率先研發并生產,日本旭金剛石工業株式會社在2007 年 6 月推出了成熟的金剛線產品,日本中村超硬株式會社、日本愛德 株式會社、日本聯合材料株式會社等超過 10 家日企涉足電鍍金剛線行業。 2007 年金剛線切割技術開始產業化應用于藍寶石切割。 2010 年開始金剛線應用于光伏晶體硅片的切割, 2014 年以前,日本企業因生產技術領先、產能大而處于壟斷地位,長期維持壟斷價格 0 4 0 5 美元m 約合人民幣 3 元 m 。自 2015 年起金剛線切割開始對砂漿切割實現快速替代,成為光伏行業晶硅切片的主流切割工藝。 2016 年,金剛線切割在國內單晶硅切片環節對原有的砂漿切割實現了全面替代。
目前主流使用的母線是碳鋼金剛線,線徑的理論極限約3 0 μm ,產 業化極限約 3536 μm 。目前 38 、 40 μm 線徑的占比逐漸增加,將成為未來兩年的主流。而鎢基金剛線預計產業化極限能到 24 25 μm ,理論上能夠解決線徑極限問題。鎢絲金剛線主要優勢是韌性好、強度高、不易斷線,而在切割速度上并無優勢。目前 40 、 38 、 36 線碳鋼金剛線的斷線率分別在 3 、 3.2 、 3.5 左右 而鎢絲金剛線的細線斷線率約 3
核聚變商業化加速。我國在東方超環 ( 裝置基礎上建設緊湊型聚變能實驗裝置( 、聚變堆主機關鍵系統綜合研究設施 ( 到 2035 年建成聚變工程實驗堆,2050 年聚變工程建成聚變商業示范堆 中國的核聚變市場對高性能鎢合金、含鎢鉬的高熵合金等鎢制品的需求預計超過上萬噸。
鎢支撐聚變穩態運行的核心壁材料 。 在 EAST 偏濾器材料演進過程中,鎢的引入與應用具有關鍵的技術與戰略意義。隨著裝置實現由中等熱負荷向超高熱流密度運行的跨越,鎢成為偏濾器靶板材料體系中不可替代的核心。
在早期階段,EAST 使用摻雜石墨材料作為偏濾 器靶板,盡管其導熱性良好且經濟可行,但 隨著 H&CD 功率的增長, EAST 可以在穩態條件下產生偏濾器熱負荷超過 10MW/m 2的 ITER 型長脈沖 H 模等離子體 因此,熱排出能力為 2MW/m 2的石墨 PFC 不能滿足物理需求 。鎢的引入解決 了 這些關鍵限制。作為一種高熔點金屬( 3422°C ),鎢具備極高的熱穩定性與導熱性能,在高熱流條件下能有效防止表面熔化或結構退化;在EAST 第二代鎢偏濾器中,鎢與銅合金( CuCrZr )通過熱等靜壓 HIP )及熱徑向壓焊( HRP )技術實現穩固結合,使偏濾器 具備 10MW/m 2級別的長期熱負荷承受能力,顯著延長了組件壽命并提高了放電穩定性。隨后發展的平板 W/Cu 復合偏濾器進一步將熱流極限提升至 20MW/m 2,表面溫度控制在 900°C 左右,表現出優異的熱疲勞與抗剝落性能。
鎢在偏濾器中的應用不僅是材料性能升級的結果,更是聚變堆壁技術從碳基到金屬化轉型的里程碑。鎢的使用使 EAST 成功實現穩態 H 模長脈沖運行,為 ITER 和 CFETR等下一代裝置提供了關鍵的實驗驗證。鎢偏濾器的成功應用標志著我國在高熱負荷等離子體壁相互作用材料領域取得了實質性突破,對實現未來可控核聚變能源的持續運行具有基礎 性支撐作用。